有些人指出,UP Studio V2.6.43中的新材质编辑器使用起来很有挑战性。我已经创建了一个快速的步骤,为那些困惑,并希望能够创建自己的材料配置文件。
。
。
。
UP Studio V2.6.4材质编辑器:
1)。打开Studio,确保你的打印机已经初始化并处于就绪状态。打开左侧的“维护”选项卡,选择“材料类型”框,单击“自定义”。点击右边的“编辑”按钮,如下所示。
2)。
点击编辑会弹出新的材质编辑器界面。
首先选择左上角的活性材料。
3)。
从四个预先制作的Tiertime材料中选择一个作为您的新自定义材料的基础。
根据您购买的第三方资料,可以使用Tiertime的其中一个资料作为起点。点击材料旁边的“+”按钮。
4)。
这应该已经基于您所选择的配置文件创建了一个新的配置文件。
第一步,重命名你的材质,这样你可以在材质编辑器和UP Studio中识别它。
第2步,输入你的打印温度,你的材料挤压,平台温度,长丝直径和密度,如果你想更准确的材料估计读数。如果你的材料数据表指定了收缩率,你也可以在这里输入。如果您不知道它们,则保留默认的generate值。
5)。
第一步,在顶部的“3D打印机”框中,选择你的打印机型号,然后选择喷嘴直径、图层高度和可选的“质量”(速度)。
第二步,为你的新材料编辑下面红色方框中显示的值。注意这些会因材料的不同而不同,不应该为任何材料直接复制。
第三步,我建议将“重叠”值更改为至少40%,这确保填充在较硬的塑料材料,如ABS和PLA,与周长/外壳之间的间隙正确重叠。
这里有很多场景。不要碰你不懂的人。
6)。
编辑好每个打印机模型、喷嘴直径和图层高度的材质设置后,点击右上方有三个水平条的图标,然后点击“保存”。如果不这样做,您的更改将不会保存。每次对任何材料进行更改时,您必须保存您所做的更改;它将不自动保存。
丝直径:
关键是设置正确的灯丝直径。默认的1.70毫米不太可能是你的灯丝直径。市场上灯丝多为1.75mm;输入这个值或用数字卡钳测量的平均直径是至关重要的,以确保您的挤出机饲料材料可靠,您的零件是尽可能精确的尺寸。
* *皮比* *
调整“剥离比”值,以方便筏和支持剥离部分。0% =轻松移除,100% =不可能移除
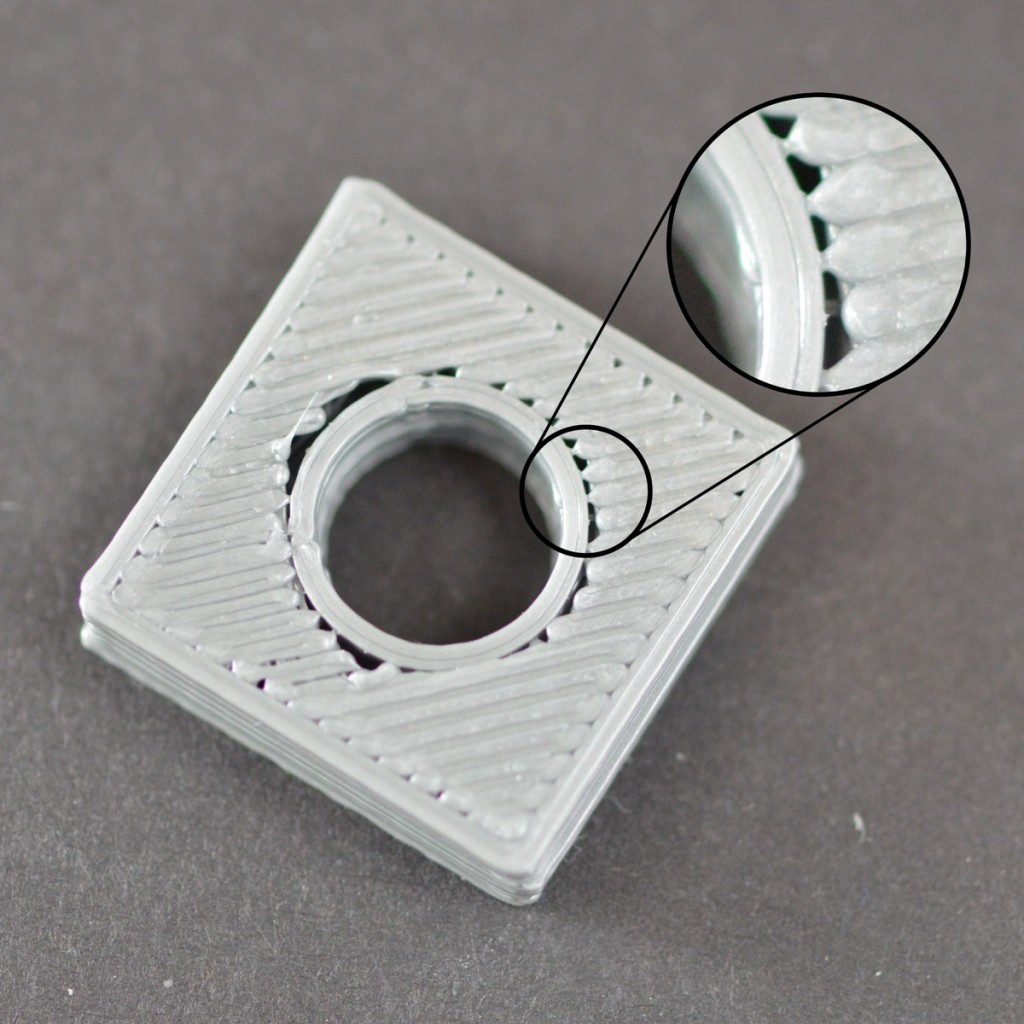
重叠:
这改变了空气之间的顶部,底部和填充层之间的周长壳。
如果你看到像下面这样的周长壳之间的间隙,你可以改变重叠百分比值为更大的值。我建议几乎所有材料的最低价格都要40%。
(图片来源于Simplify3D)
偏移量:
最后,我们现在能够改变打印外壳的数量/周长/轮廓。
默认情况下,这个值是1。意义:它将打印一个大纲的第一部分层,和一个非常顶层。一旦第一层是完成,它将做两个大纲从以后的顶部和底层和填充物。实际上,它已经以某种方式打印了两种轮廓,但不是一直都这样。有效地增加这个值意味着至少会有2个轮廓。
注意UP Studio在默认情况下生成填充,在主轮廓旁边有一个外围外壳。
。
1概述
2概述
声明:
收缩量是挤出机每次移动时为避免渗料和串料而收回的物料量。
根据上面的例子,材质编辑器中的值是25mm,这实际上是2.5mm不实际回缩长度25.0mm。
。
。
在材质编辑器中有很多有趣的设置
感谢Tiertime对材料编辑器和编辑器的改进。